11 FAQ - Údržba tiskárny a problémy při tisku
- Čištění skla
- Péče o filament
- Ucpaná / zaseknutá tisková hlava
- Čištění trysky
- Plynulost os
- Problémy s kalibrací
- Tryska naráží do skla
- Při každém vynulování osy Z je tryska v jiné vzdálenosti od skla
- Sklo je nestabilní a hýbe se
- Nulová poloha osy X je mimo sklo
- Na jedné straně osy X je tryska níž než na druhé
- Problémy s tiskem
- Objekty se odlepují ze skla při tisku ABS
- Vrstvy při tisku z ABS praskají a oddělují se od sebe
- Objekty se při tisku posunou s celým sklem
- Nový filament nelze zavést do tiskové hlavy
- Objekty v sobě mají moc nebo málo filamentu
- Problémy s objekty po tisku
- Objekt popraská či je snadno zničitelný
11.1 Čištění skla
Čištění skla je nejčastější údržbou na tiskárně. Pokud je sklo špinavé nebo je na něm nesouměrná vrstva lepidla, doporučujeme jej namočit do vlažné vody a nechat pár minut odstát. Následně lze sklo lehce očistit.
11.2 Péče o filament
Nepoužívaný filament na cívce vždy skladujte v suchém a čistém prostředí, v případě PLA nevystavujte materiál vyšším teplotám. Před uskladněním již použitého filamentu vždy zaveďte jeho konec do bočního otvoru na cívce, aby nedošlo k jeho zamotání (viz obrázek). Před prvním použitím filamentu ověřte, zda začátek struny nepřesahuje z boku, mohl by se pak zasekávat o držák filamentu na tiskárně. Pokud struna přečnívá, ustřihněte ji štípacími kleštěmi.
Před uskladněním konec struny vždy prostrčte otvorem na boku cívky
11.3 Ucpaná / zaseknutá tisková hlava
Zaseklý materiál v tiskové hlavě může způsobit problémy s tiskem nebo se zavedením nového filamentu.
Nahřejte trysku, filament vytáhněte z tiskové hlavy a ulomte asi 10 cm nad poškozeným místem.
Dále je potřeba vyčistit vnitřek tiskové hlavy. Z levé strany tiskové hlavy je čistící otvor, kterým máte přístup k mosaznému podávacímu kolečku (viz obr. 16).
Po očištění podávacího kolečka nažhavte tiskárnu a zaveďte filament.
Pokud problémy stále přetrvávají, vyčistěte trysku.
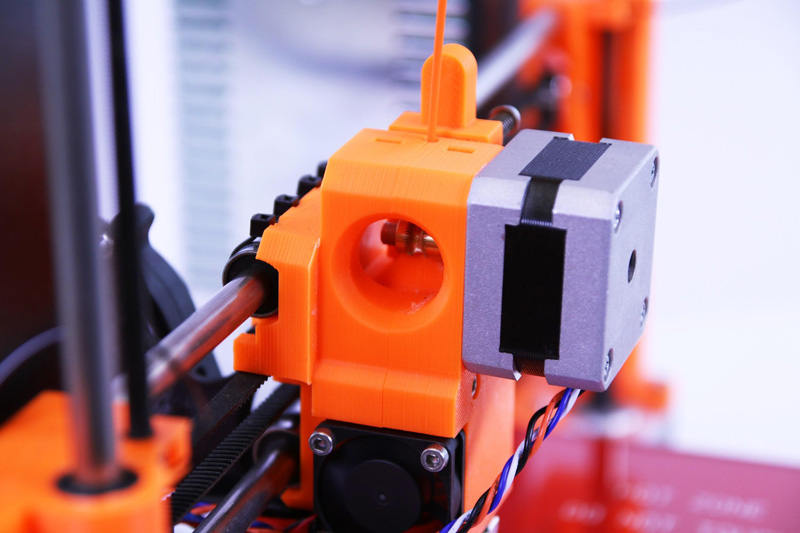
Obr. 16 - Čištění tiskové hlavy - přístup k podávacímu kolečku
11.4 Čištění trysky
Trysku můžeme zvenku očistit ocelovým kartáčem. Nezapomeňte trysku nahřát.
Pokud z trysky nevytéká filament, nebo vytéká jen velmi málo, zkontrolujte, zda se točí větráček, zda máte správně nažhaveno (PLA 210 °C; ABS 255 °C, HIPS 220 °C, PET 240 °C) a zda se filament správně dostal až do tiskové hlavy a nezůstal zaseknutý před tryskou.
Pokud plast z trysky vytéká alespoň trošku, podívejte se, jakým způsobem. Kroutí-li směrem vzhůru k topnému tělesu, vyčistěte trysku.
Nejdříve posuňte tiskovou hlavu úplně doprava do místa, kde je tryska přístupná zespodu, tedy mimo tiskovou podložku.
Nažhavte tiskárnu na teplotu podle filamentu, ze kterého chcete tisknout, zaveďte filament a prostrčte tenký drátek (0,3-0,35 mm) ze spodní strany cca 1-2 cm dovnitř trysky.
Na LCD panelu vyberte položku Zavest filament a zkontrolujte, zda filament začal z trysky vytékat.
Znovu zasuňte tenký drátek zpět do trysky a tento postup několikrát opakujte. Ve chvíli, kdy začne plast opět z trysky vytékat rovně, je tryska vyčištěná.
11.5 Plynulost os
- Pokud budete mít pocit, že některá z os drhne, můžete na ni nanést malé množství oleje. Snížíte tím tření.
11.6 Problémy s kalibrací
11.6.1 Tryska naráží do skla
Tento problém může nastat v případě, kdy máte kalibrační kolečka zašroubována úplně na doraz.
Posuňte držák koncového spínače osy Z o cca 0,5-1 mm směrem nahoru. Při tomto úkonu zároveň držte hlazenou tyč, aby neměnila svou polohu.
Znovu proveďte kalibraci tiskárny.

Obr. 17 - Posun koncového spínače osy Z
11.6.2 Při každém vynulování osy Z je tryska v jiné vzdálenosti od skla
- Utáhněte šrouby držící koncový spínač Z.
11.6.3 Sklo je nestabilní a hýbe se
Pokud se sklo na podložce hýbe, může to být způsobeno dvěma faktory. Zkontrolujte, zda se mezi sklem a podložkou nenachází nežádoucí materiál. Pokud ano, odstraňte jej jak ze skla, tak z podložky
Nestabilita skla může být rovněž způsobena nerovnoměrným vyrovnáním aretačních koleček.
Aretační kolečka úplně povolte, dokud nebude podložka úplně nejníže.
Tiskárnu znovu zkalibrujte.
Při kalibraci utahujte všechna kolečka souměrně, aby nedošlo k opětovnému vychýlení roviny.
11.6.4 Nulová poloha osy X je mimo sklo
Posuňte koncový spínač osy X doprava tak, aby tvořil rovinu s rámem tiskárny.
Pro kontrolu vynulujte osu X.
Pokud se mikrospínač posune doleva pohybem tiskové hlavy, dotáhněte stahovací pásku držící spínač, případně pásku vyměňte a řádně utáhněte.
11.6.5 Na jedné straně osy X je tryska níž než na druhé
Chyťte jednu ze závitových tyčí osy Z a druhou otáčejte tak, aby se rozdíl vyrovnal.
Znovu vynulujte osu Z a zkalibrujte tiskárnu.
11.7 Problémy s tiskem
11.7.1 Objekty se odlepují ze skla při tisku ABS
Nejčastější příčinou je nízká teplota podložky. Pokud tisknete velký objekt, je potřeba zvýšit teplotu na 105-115 °C. Čím větší plocha a výška tisku, tím větší teplota. Dále je potřeba zkontrolovat, zda je sklo řádně připravené k tisku, viz. sekce Příprava skla pro tisk a zda je podložka správně zkalibrovaná.
11.7.2 Vrstvy při tisku z ABS praskají a oddělují se od sebe
Materiál ABS má velkou tepelnou roztažnost. Pro větší modely doporučujeme použít jiné materiály, např. PET, HIPS či PLA.
11.7.3 Objekty se při tisku posunou s celým sklem
Sklo bylo k podložce málo připevněno. Podložku připevněte dalšími klipy a tisk opakujte.
11.7.4 Nový filament nelze zavést do tiskové hlavy
Při výměně filamentu se může stát, že zbytek původního filamentu zůstane uvnitř teflonové hadičky uvnitř extruderu. V takovém případě je třeba kompletně povolit dva šroubky s pružinami držící idler a odklopit ho. Na obrázku pod podávacím kolečkem vidíte zbytek černého filamentu, který je potřeba opatrně odstranit pomocí pinzety nebo kleštiček.
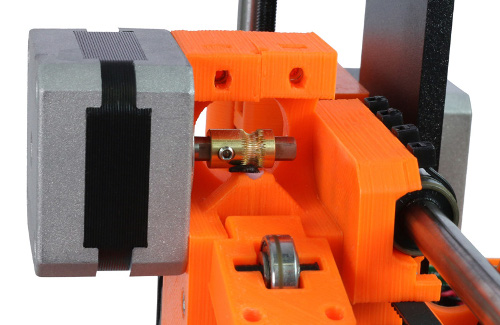
Ucpaná teflonová hadička v extruderu
11.7.5 Objekty v sobě mají moc nebo málo filamentu
Při tisku lze upravit množství dávkování plastu. Hlavním tlačítkem přejděte do sekce Ladit - Průtok - xx% a nastavte potřebný průtok. V Pronterface lze zadat do příkazového řádku M221 Sxx.
 Pokud budete průtok filamentu měnit, při dalším tisku bude stále stejný, dokud ho přes menu nevrátíte na původní hodnotu nebo neprovedete reset tiskárny, nebo neodpojíte tiskárnu od zdroje elektrické energie.
Pokud budete průtok filamentu měnit, při dalším tisku bude stále stejný, dokud ho přes menu nevrátíte na původní hodnotu nebo neprovedete reset tiskárny, nebo neodpojíte tiskárnu od zdroje elektrické energie.
11.8 Problémy s objekty po tisku
11.8.1 Objekt popraská či je snadno zničitelný
Typická vlastnost ABS. Pokud máte správně nastavené teploty, tiskárnu mimo průvan a dobře vymyšlený design, tisk by popraskat neměl. Nejsnadnější cesta, jak se vyhnout popraskání či snadnému zničení objektu, je výběr jiného materiálu. Nejpevnější je PET, HIPS a PLA, přičemž PLA má nízkou tepelnou odolnost a PET je nejpevnější a má nejnižší tepelnou roztažnost.